- Screenshot 2026-02-07 at 23.52.22.png (84.37 KiB) Visad 1568 gånger
- Screenshot 2026-02-07 at 23.51.02.png (101.51 KiB) Visad 1568 gånger
- Screenshot 2026-02-08 at 00.29.41.png (154.79 KiB) Visad 1568 gånger
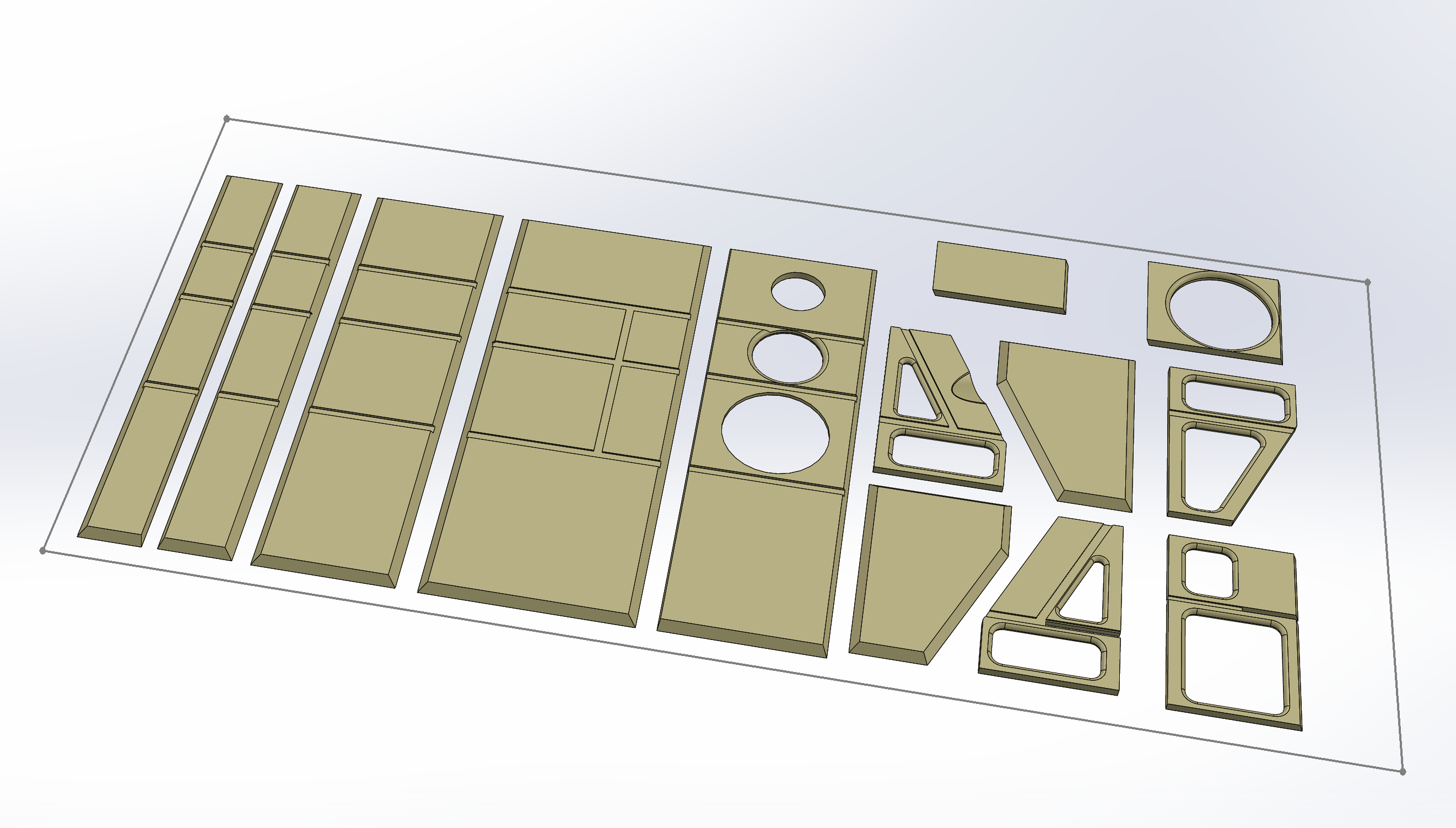
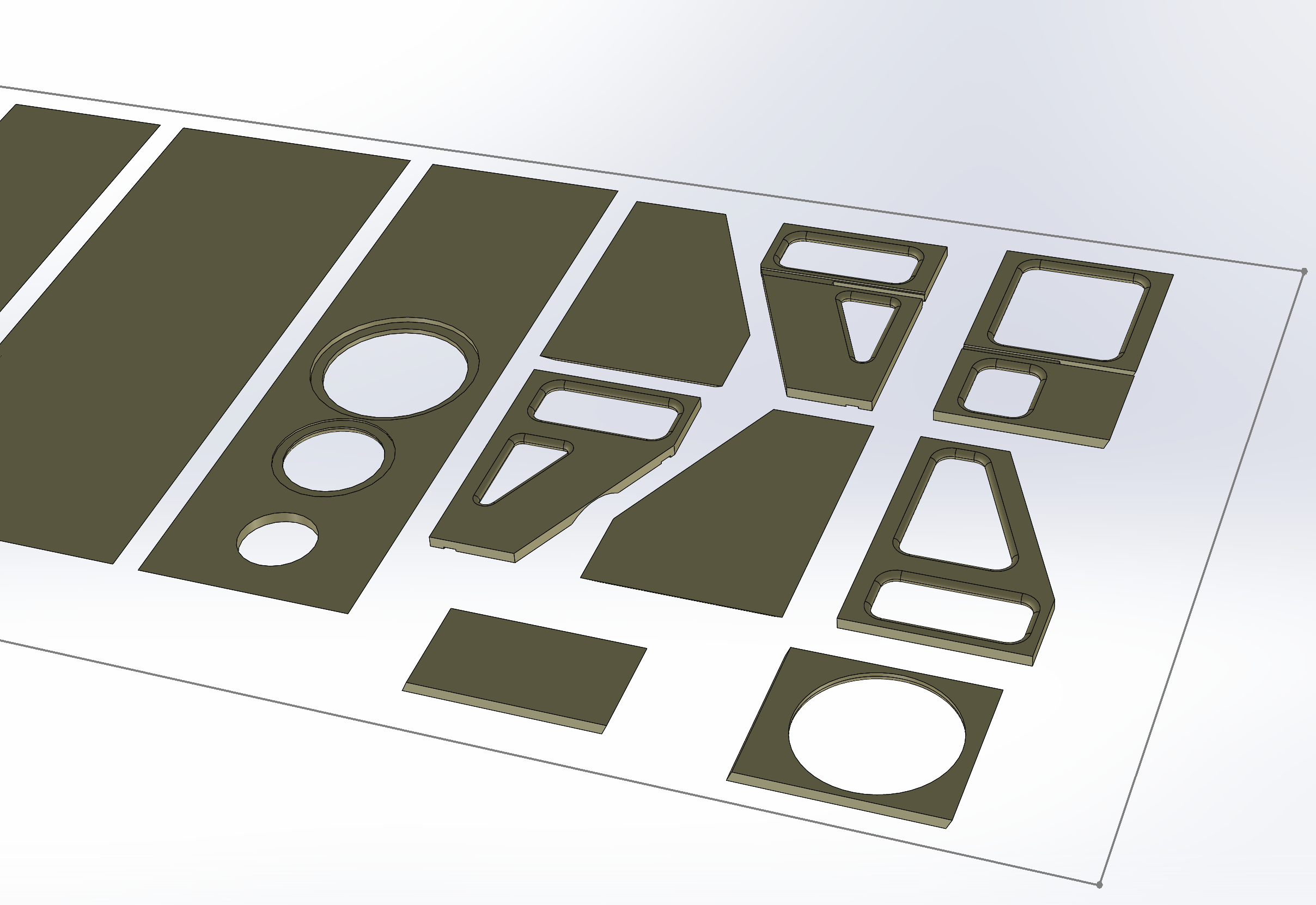
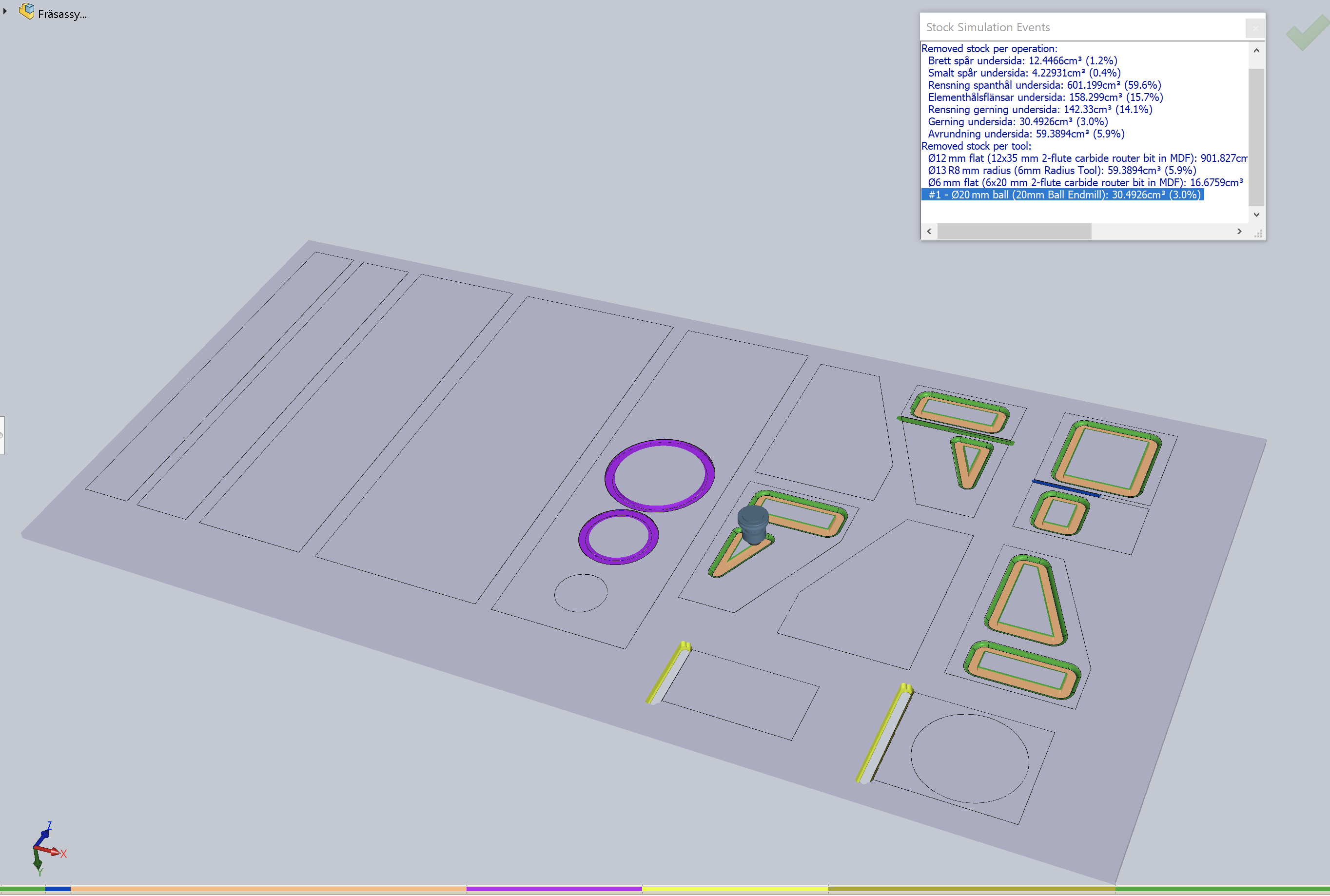
Nu är det ju dock så förnämligt att vi har en oförtröttlig medarbetare som kan stå i timme efter timme och producera sånt här med tiondelsmillimeterprecision! Det är lite smågrejer som behöver ordnas i produktionsberedningen, som att ta hänsyn till att det inte går att fräsa vassa innerhörn med en cylindrisk fräs och se till att djupen på spåren är konsistenta, men efter lite sånt tycker jag alla delarna till det här känns producerbara.
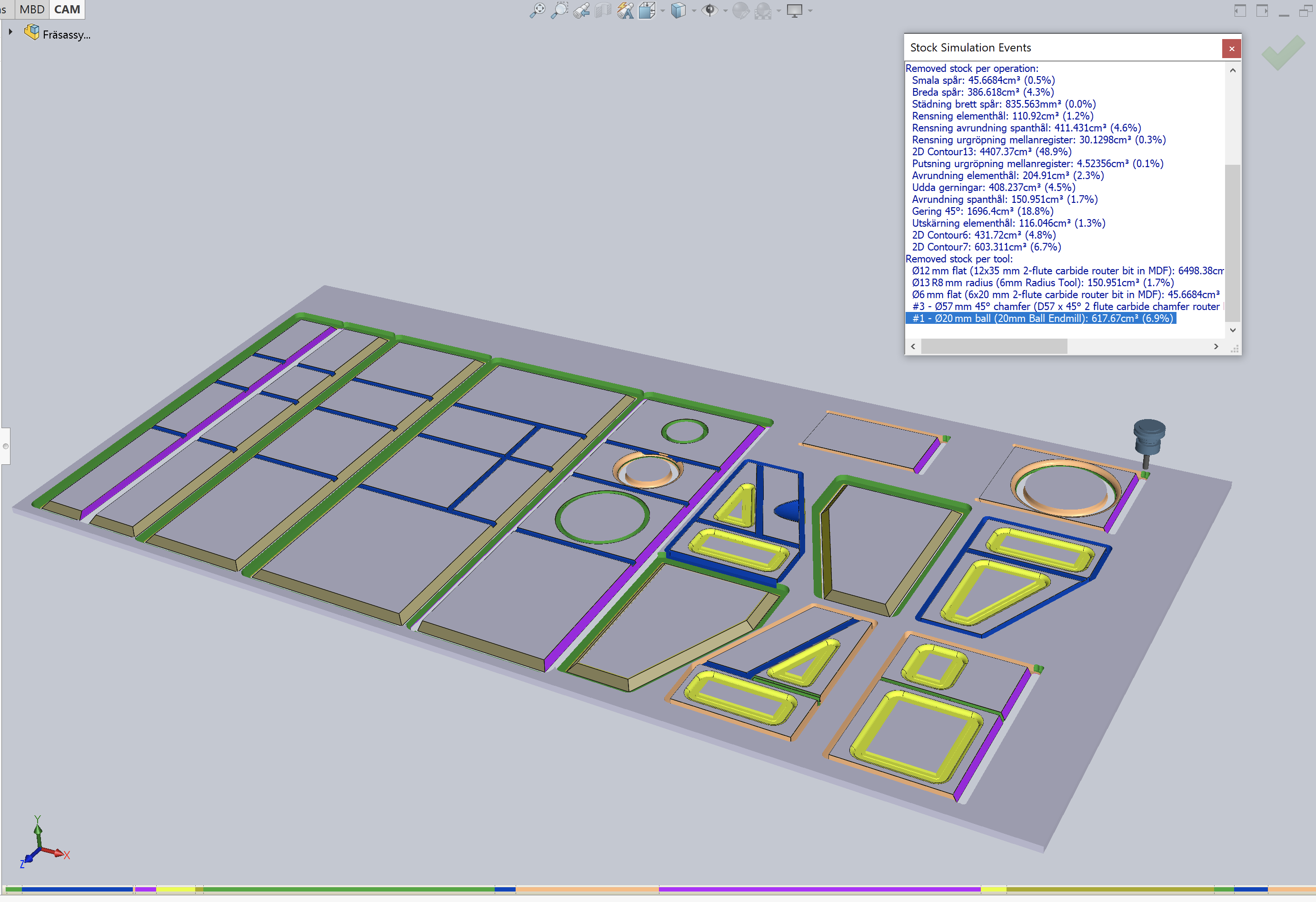
Det blir lite extra pill med CAM-programmeringen och hanteringen av skivorna i och med att vi måste bearbeta båda sidorna av skivorna, men det löser vi. Man kan behöva lägga nån extra tiondel spel här och var för att vara säker på att det inte blir problem om man inte får till vändningen helt exakt. För att säkerställa att skivan hamnar så exakt som möjligt kan det vara smart att fräsa rent två ytterkanter på helskivan i första momentet, som man sen lägger mot linjeringspinnarna eller linjalerna på vakuumbordet när man vänder skivan. Då hamnar den repeterbart mycket nära det man önskar efter vändningen, i ett koordinatsystem man har koll på utan att behöva mäta och linjera in nåt. Bara tryck skivan mot linjeringspinnarna i vakuumbordet och slå på vakuumpumpen.


.png)


.png)